
一、隐冲机构的定义和应用场合
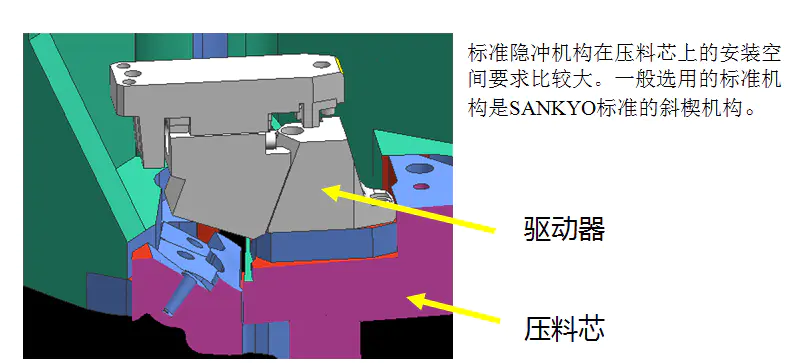
隐冲机构其实就是将吊冲机构的驱动器设置在压料芯上的侧冲形式。一般适用于冲孔或修边处于制件内部,且距离制件边缘较远的情况。

二、隐冲机构的六个注意事项
- 压料芯使用导柱导向。
- 压料芯与下模必须有锥垫。
- 压料芯行程必须大于机构Z向行程。
- 压料芯上要开天窗。
- 压料芯上驱动器的安装面处至少有 40mm的筋厚
三、隐冲机构的常见形式
隐冲机构常见形式大致分为:
1.标准隐冲机构
2.非标隐冲机构
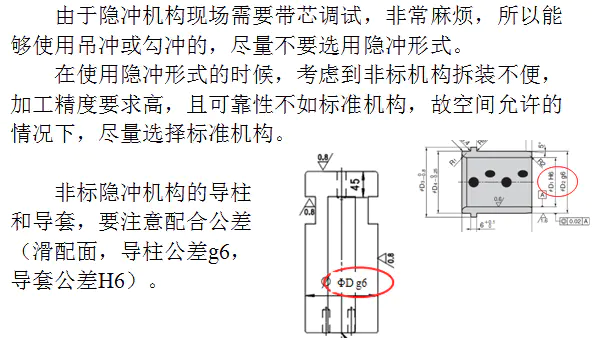
非标隐冲机构一般是用导柱与导套滑配的形式,这样在压料芯上的安装空间要求比较小。
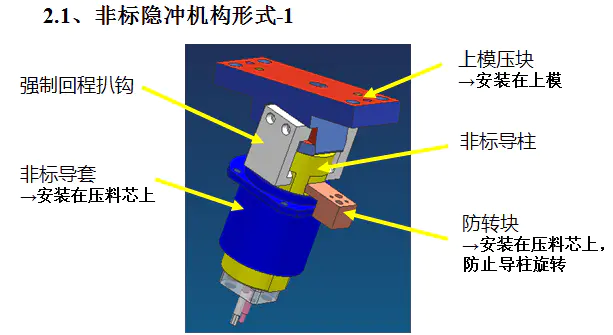
2.2、非标隐冲机构形式-2

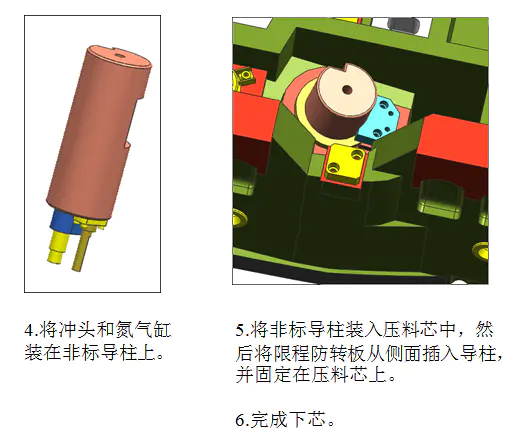
四、非标隐冲机构装配顺序
本章节将图解下上一章节中2.1和2.2这两种非标隐冲机构的安装顺序
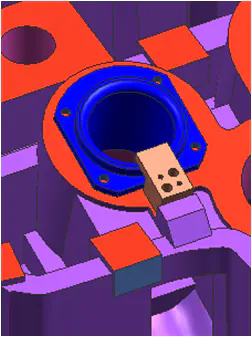
1.将非标导套和防转块安装在压料芯上。
2.完成下芯。
3.将上模压块与非标导柱用螺钉连接(不要拧紧,用于整体起吊安装),同时将强制回程拔勾装上。
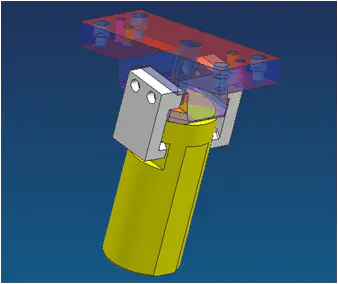
4.将上模(已完成下芯)倒置过来,将上一步组装好的组件(导柱,拔勾和上模压块)通过上模本体的空当装入压料芯(导柱进入压料芯中的导套内),拆除上模压板与非标导柱制件的螺钉,将上模压板调整到位后,紧固在上模本体背面的安装面上。


附:钳工车间对于非标隐冲机构的调试方法:
1.不带机构下芯,芯下到位。
2.装机构,拆下扒钩,研合芯和驱动块,要求着色率达到90%,且两边一致。
3.装扒钩,研合扒钩间隙。间隙越小越好,要求滑配。
4.压料芯驱动块打销孔固定。
5.将压料芯放在凸模上(加料厚)。
6.拆下机构放在驱动块上看是否滑动自如。
7.粘冲头,制孔(与普通吊冲相同)。
注意:(1)锥形垫块测量要求准确。
(2)冲孔处开天窗。
五、总结
原文链接:http://www.mujudata.com/blog/005,转载请注明出处(模具数据网)。

评论0